Welding Cast Iron
I had a broken piece of cast iron I wanted to fix, so I started to read, (a dangerous thing!). This is a summary of all the info I found…
#Stick-Welding
Welding cast iron can be problematic, as cast iron contains a high percentage of carbon (typically 2 to 4%) compared to that of mild steel (0.3%). Cast iron is brittle, it cracks easily. It doesn’t like sudden changes in temperature, so the work piece often has to be preheated and cooled slowly (in most cases). To weld cast iron, you have to find a material (welding rod, filler rod, mig wire) that is compatible with it and has similar properties, as there are many different types of cast iron.
In the end it comes down to the base material, the process used and the stick electrode, wire, or rod used to weld it…
Topics:


Welding Cast Iron – Methods:
The method used to weld cast iron may be dependant on the equipment you already own, or need to buy to complete the task (and then it may come down to your particular budget).
Generally, to weld cast iron…
- Limit the amount of welding done in one run to reduce the amount of heat. You can weld in other areas, but make sure the heat is evenly spread over the work area.
- The smaller the welding rod or wire, the less current required (less heat). Note that the size of the object may dictate the size of the welding rod or wire required?
- Use the correct type of filler material or welding rod.
- Preheat before welding and cool slowly.
- Peen (hammer) the welds while still hot.
- Some castings with a very high carbon content (very grey) may need to be braised.
- Consider the different welding methods listed below:
For a break down of each of the different welding process, see “Types of Welding”.
If you need to buy welding equipment, you may need to consider what other materials, welding tasks you may want complete, as this may influence the type of welding equipment you buy or use?
Arc (Stick) Welding:
A stick (electric arc) welder is one of the cheapest methods of welding cast iron (in terms of equipment). You will need:
Equipment:
- A stick (electric arc) welder.
Consumables:
- The correct type of welding electrodes, usually Nickel (Ni) based, (can be purchased in differing quantities).
Usage:
Electric arc (stick) welding, tends to be used for more heavy duty welding, as it tends to blow holes in sheet steel. It is considered one of the better methods of welding cast iron, providing a strong joint.
Mig Welding:
Gas Metal Arc Welding (GMAW/MIG). You will need:
Equipment:
- A MIG welder.
- A valve (regulator) for the gas bottle, for controlling the gas flow.
Consumables:
- Shielding Gas:
- The correct type of MIG welding wire (purchased as a spool).
Usage:
MIG welding cast iron will not provide as strong a weld as stick (MMA) welding. In addition, you have to purchase a whole spool of wire specific for cast iron (Nickel alloy). This is OK if you are welding lots of cast iron, but can be expensive if you you’re not going to use a whole spool. MIG welding is also a bit more fussy on the type of shielding gas used, so this may also have to be changed (see Welding – What Gas do You Use?).
Flux Cored Welding (or Gasless MIG):
The main difference between Flux Cored Welding and MIG welding is the use of a flux cored wire. A shielding gas is not needed (in most cases). If using a gas type MIG welder, it may need tweaking to take a flux cored wire.
Gas Welding:
Maybe one of the least common tools for welding cast iron. With gas welding, you are more likely to complete a ‘braze’ repair on cast iron (using a copper alloy filler wire). You will need:
Equipment:
- A gas welding torch.
- Oxygen and acetylene gas bottles.
Consumables:
- Two valves (a valve for each gas bottle).
- The correct type of filler rods (can be purchased in differing quantities).
Note:
Beware, some gas and TIG filler rods may at first glance appear to be made of the same material, but often have a different composition designed specifically for TIG or gas welding.
Usage:
Gas welding can weld thin material, but you can have issues with heat distortion (shouldn’t be an issue with cast iron). Generally used on thin steel and for brazing. On the plus side, the gas torch can be used for preheating.
Tig Welding:
Gas Tungsten Arc Gas Welding (GTAW/TIG), One of the more expensive methods (in terms of equipment). You will need:
Equipment:
- A tig welder.
- A valve for the gas bottle.
Consumables:
- A shielding gas (of the correct type) for the weld material.
- The correct type of filler rods (can be purchased in differing quantities).
- Tungsten electrodes (different types are available for different processes).
- Nozzles and Cups
Usage:
There is some debate on which is the better method for welding cast iron, TIG or stick welding? The added benefit with a TIG welder, is they can often perform as a stick welder. So, with a TIG welder, you actually have the choice of welding with…
- Arc (stick) welding (MMA).
- TIG welding.
- Brazing.
Tig welding is versatile, as you can weld thin material and have more accuracy and control over the welding process. Often TIG welders double up as stick (electric arc) welders. So you get the best of both worlds. Used on steel, cast iron and various alloys.
Brazing cast iron will mean using a lower temperature during the process, less expansion and contraction, less chance of cracking. The downside is, it will not be as strong a weld.
Summary…
From everything I have read, stick welding appears to be the first process to try (more commonly used). Failing that, the stick rods can have their flux removed and they can be used as filler rods for TIG welding. However, if obtaining the strongest weld isn’t an issue, then brazing may be the best option?
Welding Cast Iron – Preparation:
Crack Prevention:
During the welding process, the cast iron will expand and contract. This may cause the existing crack in the cast iron to get bigger. To prevent the crack from getting any bigger, you can drill a hole at the very end of the crack. This has the effect of blocking the cracks path and helps prevent the cast iron from cracking any further.
Clean the Repair Area:
Cleanliness can be critical during the welding process:
- Cast iron is often porous (maybe porous is the wrong word), but it can have small cavities where contaminants can hide. Any contaminant, such as oil etc, will need to be cleaned from the repair area. Some of the methods are, heating to expel the contaminant, or washing in hot water and detergent.
- Any surface covering, such as paint will also have to be removed (around the weld area).
- The repair area should be in its clean original, pure ‘cast’ state before welding, otherwise the weld can be degraded leading to a low strength weld with poor adhesion.
Preheat:
Cast iron doesn’t like sudden expansion and contraction. Where this occurs, cast iron is likely to crack. The welding process can introduce a sudden temperature change in a localised area, both in heating process (expansion) and the cooling process (contraction). Therefore, it is often advisable to preheat the cast iron before welding, so no sudden temperature change is introduced. The same applies to the cooling process where the cast iron should be allowed to cool slowly.
- Heat as much of the cast iron as you can, to ensure an even heat distribution.
- To slow the cooling process, the cast iron can be wrapped in a fire blanket, or buried in sand.
Filler materials can be purchased for cast iron where they state “No preheating required”. These materials can work without having to preheat the cast iron. However, these materials may only work in certain cases. Make sure you read the manufacturer’s instructions.
Tack Weld:
Tack welding components at the start of the welding process ensures parts remain in the correct position:
- It can help with assessing the alignment of parts before the actual ‘main’ welding process takes place.
- Allows for easy realignment (if an error is found when checking) before the actual ‘main’ welding process takes place.
Create a Groove or Channel:
To effectively weld cast iron and provide a strong joint, you will need good weld penetration. This will involve grinding out a groove or channel (‘V’ or ‘U’) along the cracked or broken cast iron. For larger items, this will usually be needed on both sides of the crack.
The edges of the ground out channel should be rounded to avoid any sharp corners, as the heat can build up, leading to increased carbon migration. In other words…
- Where carbon is depleted the material becomes weaker.
- Where carbon is increased the material becomes harder.
Carbon migration can lead to increased risk of brittleness and cracking.
Welding Cast Iron – Consumable Materials:
There are generally two types of material (in the form of wire, rods, stick electrodes) for welding cast iron. And then there are the many alloy variations dependant on the % material mix.
- Ferro-Nickel (NiFe) – Typically 53% Iron and 47% Nickel.
- Pure Nickel (Ni) – Typically 99% Nickel.
Pure Nickel is more expensive and provides a more malleable weld which is better for machining. Ferro Nickel (NiFe) is cheaper and great for welding cast iron. Go for pure Nickel if machining is important.
A common variation is…
- Nickel Alloy (ENi-CI) – Typically 94% Nickel, 1.5% Carbon, 3% Iron, and 1.5% various other materials.
Nickel Alloy (ENi-CI) is used for joining ordinary gray irons to themselves, or to other ferrous and non-ferrous materials.
Then there is brazing:
TIG:
- Silicon Bronze (CuSi) – Typically 95% Copper and 5% Silicon.
Gas:
- Super Silicon No.9.
- SIF Super SG Cast Iron.
Note:
Gas and TIG welding filler rods may have a different material composition and may not provide a good quality weld if used with the wrong application, so check you have the correct type.
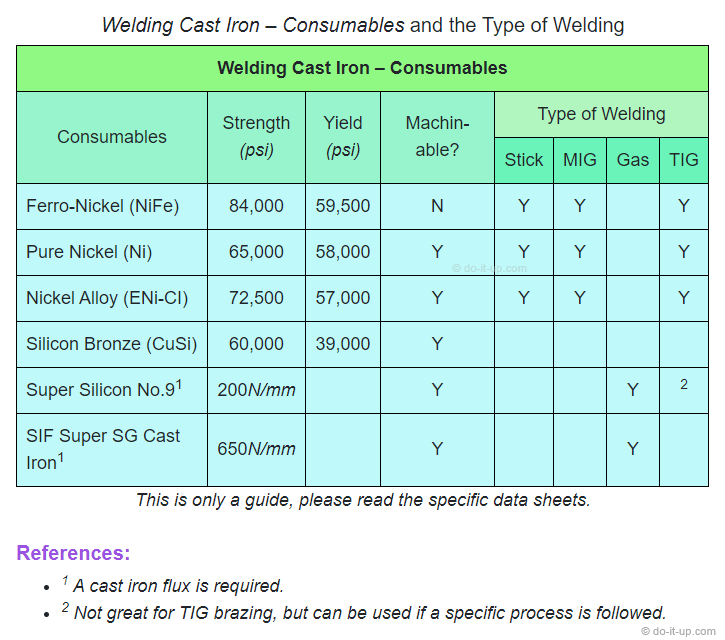
Welding Cast Iron – Consumables and the Type of Welding
| Welding Cast Iron – Consumables | ||||||||
|---|---|---|---|---|---|---|---|---|
| Consumables | Strength (psi) | Yield (psi) | Machin-able? | Type of Welding | ||||
| Stick | MIG | Gas | TIG | |||||
| Ferro-Nickel (NiFe) | 84,000 | 59,500 | N | Y | Y | Y | ||
| Pure Nickel (Ni) | 65,000 | 58,000 | Y | Y | Y | Y | ||
| Nickel Alloy (ENi-CI) | 72,500 | 57,000 | Y | Y | Y | Y | ||
| Silicon Bronze (CuSi) | 60,000 | 39,000 | Y | |||||
| Super Silicon No.91 | 200N/mm | Y | Y | 2 | ||||
| SIF Super SG Cast Iron1 | 650N/mm | Y | Y | |||||
References:
- 1 A cast iron flux is required.
- 2 Not great for TIG brazing, but can be used if a specific process is followed.
Specialist Welding Consumables:
If you look too deep, you can see that Silicon Bronze and Nickel welding consumables (wire, stick electrodes, filler rods, etc), are often be made up of a multitude of other materials.
Using Silicon Bronze as an example…
- Aluminum (Al),
- iron (Fe),
- lead (Pb),
- manganese (Mn),
- Nickel (Ni),
- zinc (Zn),
- etc.
Giving you materials such as ERCu, ERCuAl, ERCuNi, ERCuSi, etc. This is where you start getting into specialist territory for more specific applications. If you want to go this deep, read the material data sheets for any specific requirements, to ensure compatibility.
Types of Cast Iron:
There are various types of cast iron. Each have their own properties (and there are often many variations of those?). Generally, white cast iron cannot be welded, the other types usually can. However, brazing may be the best option in some cases?
The main types are listed below:
- Grey or Flake Graphite Cast Iron (gray colour).
- Nodular or Spheroidal Graphite Cast Iron:
- Malleable Cast Iron (dull gray colour, lighter than gray cast iron)
- White Cast Iron (silvery white colour).
- Austenitic Cast Iron:
- Cast Iron with High Silicon and Aluminium Content:
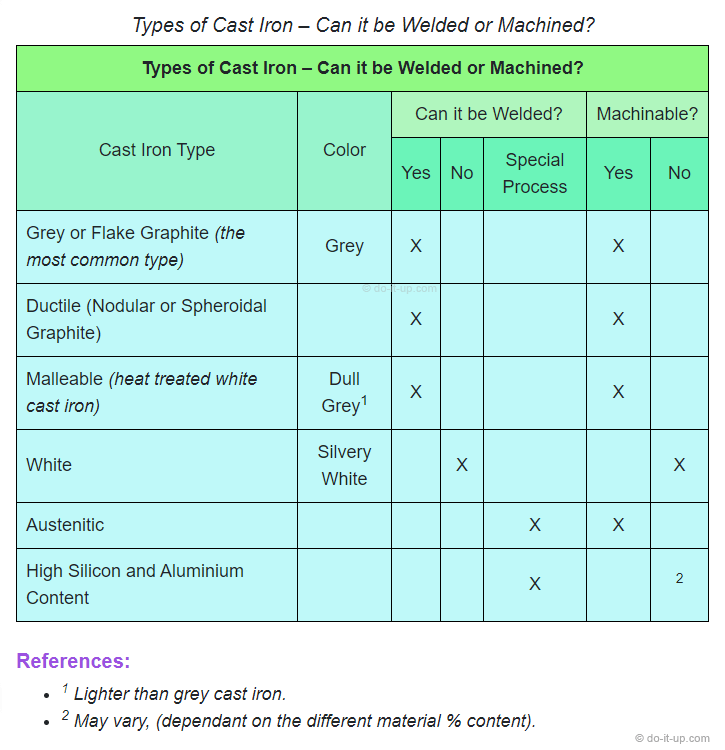
Types of Cast Iron – Can it be Welded or Machined?
| Types of Cast Iron – Can it be Welded or Machined? | |||||||
|---|---|---|---|---|---|---|---|
| Cast Iron Type | Color | Can it be Welded? | Machinable? | ||||
| Yes | No | Special Process | Yes | No | |||
| Grey or Flake Graphite (the most common type) | Grey | X | X | ||||
| Ductile (Nodular or Spheroidal Graphite) | X | X | |||||
| Malleable (heat treated white cast iron) | Dull Grey1 | X | X | ||||
| White | Silvery White | X | X | ||||
| Austenitic | X | X | |||||
| High Silicon and Aluminium Content | X | 2 | |||||
References:
- 1 Lighter than grey cast iron.
- 2 May vary, (dependant on the different material % content).
Image Gallery:
– click or tap any image to view full size –